
0.5m Newton na direct-drive montáži
 Po úspěšné instalci Alt-Az půlmetru v Jičíně se jím inspirovala právě rekonstruovaná hvězdárna prof. Františka Nušla v Jindřichově Hradci. Zatoužili ale po provedení v paralaktickém módu a po možnosti navěsit na montáž další přístroje ještě i z druhé strany montáže. Cílem byla i tentokrát co nejnižší montáž, s přístupem k okuláru Newtona ze země, jen v nejvyšších polohách na pár schůdků. Dalekohled je konstruován s možností přesměrování svazku do několika kamer a okulárových výtahů, a dále má možnost natočení okulárového výtahu do ergonomické polohy pro vizuální pozorování. Bylo jasné, že tentokrát to bude větší oříšek, než newton pro Jičín. Na druhou stranu byl ale podstatně vyšší rozpočet na celé vybavení, a tak i montáž byla zvolena v direct-drive provedení, na které nakonec v Jičíně nedošlo kvůli omezenému rozpočtu.
Po úspěšné instalci Alt-Az půlmetru v Jičíně se jím inspirovala právě rekonstruovaná hvězdárna prof. Františka Nušla v Jindřichově Hradci. Zatoužili ale po provedení v paralaktickém módu a po možnosti navěsit na montáž další přístroje ještě i z druhé strany montáže. Cílem byla i tentokrát co nejnižší montáž, s přístupem k okuláru Newtona ze země, jen v nejvyšších polohách na pár schůdků. Dalekohled je konstruován s možností přesměrování svazku do několika kamer a okulárových výtahů, a dále má možnost natočení okulárového výtahu do ergonomické polohy pro vizuální pozorování. Bylo jasné, že tentokrát to bude větší oříšek, než newton pro Jičín. Na druhou stranu byl ale podstatně vyšší rozpočet na celé vybavení, a tak i montáž byla zvolena v direct-drive provedení, na které nakonec v Jičíně nedošlo kvůli omezenému rozpočtu.
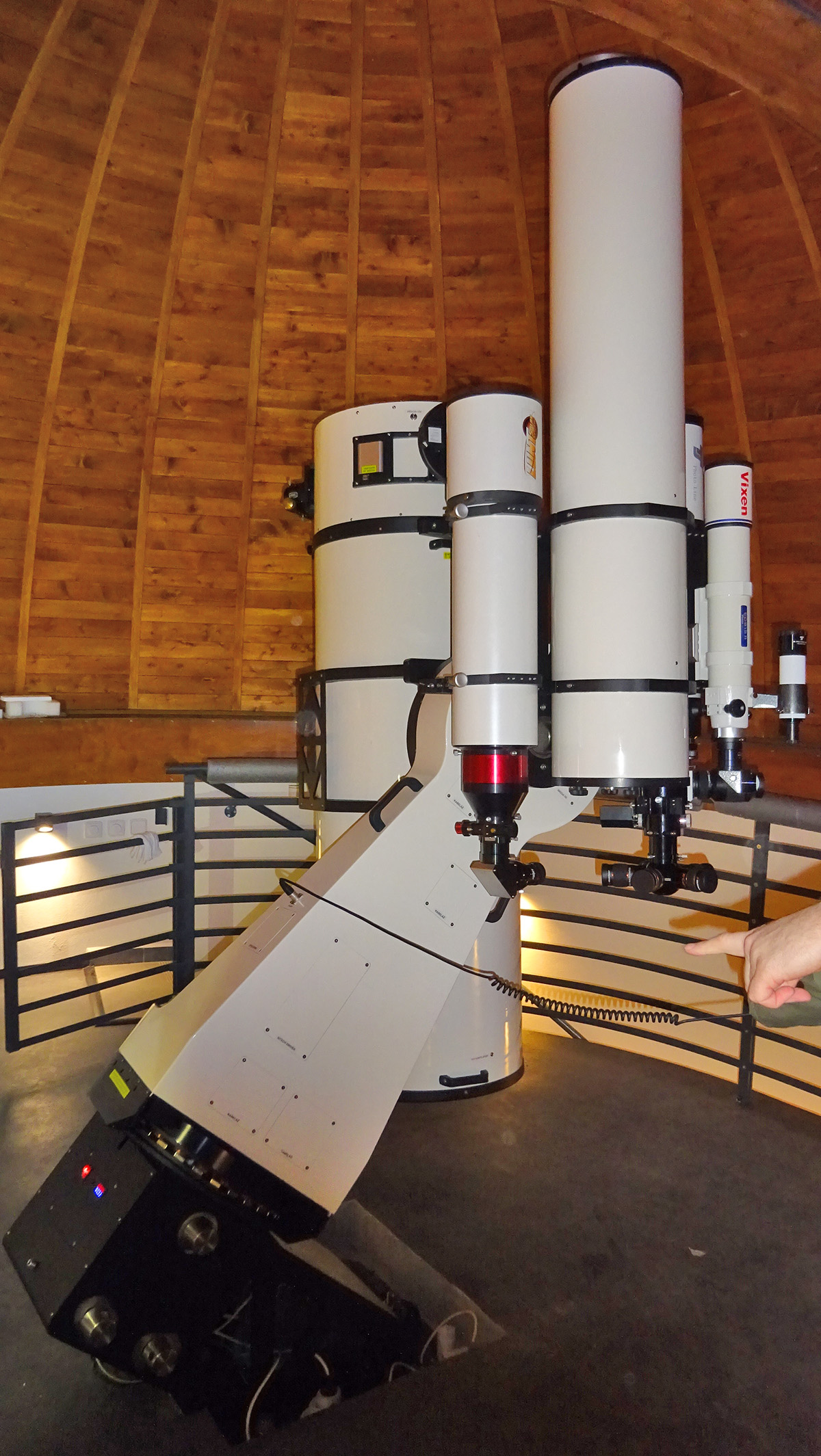
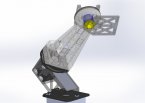
Po krátké jedno-denní (nebo spíš jedno-noční :) návštěvě, posezení a diskuzi na hvězdárně, ještě před její rekonstrukcí, a následně po relativně dlouhém ladění a modelování konstrukce celé montáže a přistrojů jsme dospěli k návrhu, který můžete vidět na obrázcích níže. Jedná se opět o polovidlicovou montáž, na jejíž vnitřní straně je 0.5m f/4 Newton se čtyřmi okulárovými výtahy, do kterých se obraz přesměrovává pomocí rotátoru sekundárního zrcátka. Dále je celý horní prstenec s výtahy a pavoukem po uvolnění aretace otočný, a okulárový výtah tak lze nasměrovat dle potřeby. Na vnější straně polovidlice je pak umístěna masivní deska pro refraktory, které jsou upnuty v nezávisle justovatelných objímkách (stejná konstrukce jako pro 185mm CFF refraktor v Jičíně). Na té bude osazen chromosférický 150mm Lunt, 200mm zerochromát, a 100mm ED APO refraktor. Refraktory jsou záměrně předsunuty dopředu, aby jejich okulárové výtahy zůstávaly co nejvíce na místě, blízko osy rotace. Jelikož je jejich společné těžiště nad osou rotace, dalo to možnost posunout naopak Newtona níže, drží ve třmenech prakticky v polovině délky tubusu, a tím není jeho okulárový výtah příliš vysoko. Celá polovidlice i s dalekohledy může být v rozsahu okolo 120mm příčně posouvána na masivní rybině, což eliminuje nutnost protizávaží k vyvážení sestavy newton-refraktory naproti sobě v RA ose. Vyvážení v DE ose je provedeno vhodnou polohou dalekohledů ve třmenech.




Po konstrukční fázi bylo třeba udělat pokus, jestli plánované řešení s axial-flux direct-drive motorem (tedy cívky+magnety proti sobě naplocho, přímo jako součást struktury montáže) bude poskytovat dostatečný točivý moment. Pokud by to nevypadalo dobře, byla plánovaná záložní varianta s třecím převodem. Test byl proveden ještě před nákupem enkodérů a servodriveru. Cívky (celkem 24ks.) byly umístěny na mezikruží z magneticky měkké oceli a magnety (celkem 32ks.) byly umístěny na kus lamina co jsem našel v dílně. Následně byly oba díly položeny na sebe, přes nějaké ložisko co jsem našel v zásobách, a do vinutí cívek puštěn definovaný proud. V principu jde vlastně o mnohapólový plochý 3-fázový synchronní motor.




Siloměrem byl zhruba změřen moment, při kterém došlo k "utržení" magnetů z magetického pole cívek a přeskočení rotoru o jeden pól. Následně byly jestě změřeny a trochu pozměněny parametry cívek (více závitů tenčím drátem, již bez výroby nových) a vypočtena teoretická (počítáno jako pesimistická) varianta momentu s použitým driverem při jeho deklarovaném špičkovém proudu 8A. Vzhledem k mírné neurčitosti finálního provedení vyšla hodnota okolo 45Nm, s tím že to ve finále bude určitě ještě lepší (menší vzduchová mezera, magnety místo na laminu na silnějším železném prstenci než při testu). I 45Nm je ale dostatečná hodnota pro danou aplikaci, postačující k uvažované akceleraci navěšených hmot, a tak jsem se dal do realizace skutečné polární osy montáže, tentokrát již se zpětnou vazbou přes enkodér. Po dobrých zkušenostech s astronomickým servodriverem DC servomotorů od Sidereal Technology jsem se rozhodl použít i tentokrát jejich nejnovější přírůstek do rodiny servodriverů určených přímo pro montáže dalekohledů - ForceOne driver konstruovaný pro AC a direct drive servomotory.
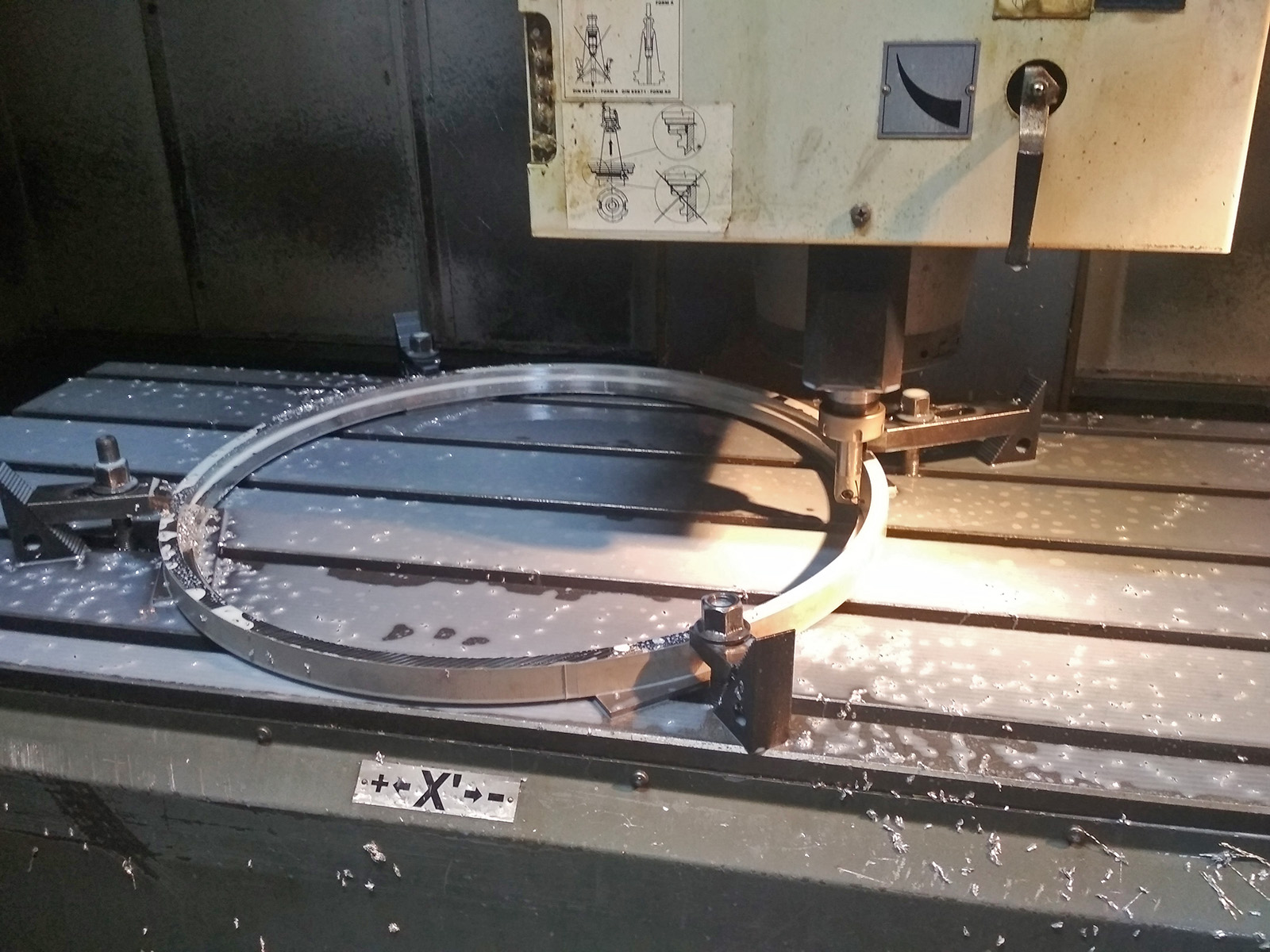
Celá akce začala tedy objednáním ForceOne servodriveru, dvou kusů enkodérů+čtecích hlav (absolutní optické 26-bitové RESA endkodéry s BISS rozhraním, výrobce Renishaw), výrobou svařenců podstavy montáže, výrobou hřídele, masivní rybinové desky rotoru, výrobou cívek rotoru a objednáním magnetů na stator. Výsledkem tohoto kroku měla být kompletní sestava polární osy montáže, funkční v uzavřené zpětné vazbě přes optické enkodéry, na které se změří parametry, a podle výsledku se pak bude pokarčovat na deklinační ose. Souběžně s tím byla zadána výroba karbonových dílů na tubus (Klaus Helemrichs, Německo) v očekávání dodací lhůty tradičně několik měsíců. Postup prací na polární ose je vidět na následujících obrázcích. Polární hřídel je dutá o průměru 130/90mm, dlouhá 330mm, Ložiska jsou použita vysoce přesná kuličková s kosoúhlým stykem, SKF 71926, 71922. Deska s rybinou nesoucí zároveň cívky, nasazená na RA hřídeli, má průměr 490mm, tloušťku 50mm, a je obrobena z kusu vysokopevnostního duralu 7075. Středový otvor má úkos, je přesně nalícovaný na kužel hřídele, za který je šesticí šroubů M12 přes svěrnou kleštinu dotažen až k přírubě hřídele. Tím vznikne tuhý bezvůlový částečně předepnutý spoj. Celková hmotnost dílů které deska nese (polovidlice + nasazené dalekohledy s příslušenstvím) je zhruba 220kg. Příčné posouvání rybiny je odnímatelnou kličkou, nasazenou na šestihran, pomocí 16mm trepézového šroubu. Ve zvolené poloze po vyvážení sosutavy je pak rybina zaaretována pomocí 5 ks stavěcích šroubů (červíků) M8, které přitlačují k boku rybiny 20cm dlouhou kleštinu. Deska rybiny dále nese na sobě ještě cívky, servo pro ovládání brzy a čtecí hlavu enkodéru, zatímco prstenec enkodéru je umístěný a vycentrovaný na statoru s magnety, umístěném na základně montáže. Tím jsem se vyhnul nutnosti vést kabel od enkodéru rotační částí. Celý servodriver je umístěn v těle polovidlice, takže se vozí s ní, a vše co se týká motorů je propojeno pouze uvnitř polovidlice. Skrz osu vede pouze napájení a komunikace ke kamerám a servodriveru z PC. Celá sestava podstavy montáže s pohonem a polární osou váží zhruba 200kg. Polární osa se ve výšce justuje po povolení bočních aretačních šroubů M30, zdvíháním celého bloku polární osy pomocí stavcího šroubu M16. V azimutu pak po povolení dvojice matic základny, pomocí stavěcích šroubů opírajících se o trn na základové desce. Sestava je napočítána tak, že i v naloženém stavu stojí na své trojúhelníkové základně, bez snahy se převrátit. Svislý průmět těžiště leží uvnitř obrysu základny. Pro účely manipulace s montáží v dílně a později při oživování u mne v pracovně byl pro montáž vyroben servisní vozíček s polyamidovými kolečky, na kterém lze s montáží elegantně manipuloavt bez ohledu na její hmotnost.



















Test funkčnosti polární osy dopadl výborně. Po zapojení a nakonfigurování driveru a naladění PID parametrů regulátoru byl změřen maximální statický točivý moment 65Nm při limitním proudu driveru 8A. Pro představu, takovýto moment udrží 6.5kg závaží na rameni 1m. Video z testu je níže. Hluk při ručním přetočení motoru přes jeho maximální moment na konci videa je od ventilátoru chladícího servodriver, který spínal nesmyslně brzy a na plné otáčky. Ve stávající verzi firmware to je již opraveno a ventilátor je prakticky neslyšitelný, a běží výraně pomaleji a až při výrazném delším přetížení montáže.
Byly tedy objednány magnety a cívky i na deklinační motor, který má trochu menší průměr, 450mm, a obsahuje 21 cívek a 28 magnetů a pokračoval jsem ve stavbě vlastního ramene polovidlice s deklinační osou. Vlastní konstrukce polovidlice sestává ze základní desky tl. 15mm, na kterou jsou pak zespod našroubované boční segmeny - protikusy rybiny na RA ose. K této desce jsou navařena tři vylehčená nosná žebra kostry montáže, výpalky z 10mm oceli, na jejichž konci je navařeno pouzdro deklinační osy a celé je to obaleno plechovou konstrukcí - torzní skříní - z 3mm plechu. Na horizontce pak byly obrobeny zafrézované plochy pro uchycení bočnic rybiny, za které je polovidlice nasunuta na polární osu, montž byla na ně následně postavena a upnuta a rovnoběžně s nimi pak bylo ve svařenci vyfrézováno pouzdro deklinační osy a uložení ložisek. Tím je zajištěna kolmost polární a deklinační osy. nějaké fotografie z výroby polovidlice jsou zde:







Po svaření, vytmelení a vybroušení byla polovidlice nalakována práškovým lakem, vložena do ní ložiska a pak byla převezena z dílny ke mě do čisté pracovny, kde následovala montáž pohonů a elektroniky.
Dutá deklinační hřídel má průměr 110/80mm a délku 320mm. Hřídel je vsunuta do ložisek, a na její konec se třemi drážkami pro pera je nasunut unašeč rotorového disku s magnety, enkodérem a drží na něm deska pro refraktory. Pera jsou udělána jako těsná, spoj hřídele s unašečem je mírně nalisovaný pomocí přípravku a ložiska jsou stažena proti sobě aretační maticí na konci hřídele. Na těle polovidlice se nachází deska s cívkami - stator, rotor s magnety je na hřídeli. Postup sestavení je vidět na následujících obrázcích:












S takto smontovanou sestavou už bylo možné si poprvé zajezdit. Nasadil jsem na hřídel upínací desku, na ni třmeny pro tubus, a prázdný tubus vložil do nich. Vyznačil jsem si v PC planetáriu oblast, nad kterou nesmím udělat GO-TO, abych si tubusem netrefil svítidlo a sádrokartonový strop v pracovně, a vyladil jsem PID regulátor na navěšené hmoty. Akcelerace s prázným tubusem byla impozantní, a to jsem se držel ještě při zemi. Byl možný i skoro dvojnásobek toho, co je na videu níže. V této sestavě mají rotující části dohromady asi 120kg, s poměrně příznivým rozložením hmot. Na plně osazené montáži pak bude reálná akcelerace zhruba poloviční.
Po rozchození montáže jsem se začal věnovat více stavbě půlmetrového Newtonova dalekohledu. Největší komplikací oproti standardnímu Newtonu byl požadavek (na který jsem se po lehkém vzdorování nechal ukecat) na rotátor sekundáru do čtyř pozic: vědecká mono kamera na foto/astrometrii, barevná CMOS kamera na ukazování DSO návštěvníkům (EAA) a astrofoto, a další dva okulárové výtahy na koukání případně ještě na vložení něco dalšího (planetární kamera a pod.). To by ale ještě tolik nevadilo, s myšlenkou otočného sekundáru jsem začal již v Jičíně, kde je ale jen manuální a dvoupolohový. Zde jsem se nechal ukecat i k tomu, aby kvůli ergonomii šlo otáčet buď celým tubusm ve třmenech, a nebo vrškem tubusu. Zvolil jsem raději variantu otočný předek tubusu. Po teoretické analýze problému kolimace takovéto soustavy jsem dospěl k následujícím závěrům a podmínkám funkčnosti:
1) na rozdíl od běžného newtona musí být osa primárního zrcadla totožná s osou tubusu, a totožná s osou rotace rotátoru sekundárního zrcátka. To jsem zajistil tím, že lze kolimovat primární zrcadlo, a je kolimovatelný i vlastní rotátor sekundáru vůči pavouku (držáku sekundáru). Rotátor sekundáru má sundavatelný klínek se zrcátkem, a uvnitř těla má zjustovaný kolimační laser, který je souosý s sosou rotace mechanismu rotátoru. Toto jsem udělal jednou, po vyrobení, srovnal laser, aby stopa paprsku zůstávala při rotaci na místě i na vzdálenosti 6m, a šroubky laserového modulu zakápnul lepidlem.
2) další podmínkou je sousost osy rotace celého předku tubusu s pavoukem s osou primáru. Otáčení předku tubusu je řešené kovovým prstencem s vloženým kaleným nerezovým drátem o průměru 6mm, který funguje jako vodící prvek, po kterém jezdí šestice ložiskových rolen na excentrech, kterými se rozepnou proti tomu drátu, takže rotace je dokonale bez vůle a pružení.
Prvním krokem tedy je, že se zjustuje celý rotátor sekundáru, aby paprsek při jeho rotaci neopisoval kružnici, ale stál na místě. Taktéž při rotaci předku tubusu, a zároveň dopadal na střed primáru. Tím je zajisštěna sousosot rotátoru sekundáru, rotátoru předku tubusu s osou tubusu. V dalším kroku se zjustuje primár, aby se laser vrátil zpět, odkud vyšel. Tím je zaručena souosost všech členů soustavy.
3) Nyní se přidává další podmínka - kolimace platná pro všechny výtahy současně. Byl zvolen postup, kde se soustava nejprve zkolimuje pomocí sekundáru v poloze pro hlavní 3" okulárový výtah. Zde ale nastává problém, že by musely být dokonale přesně usazeny i zbylé tři výtahy, protože není možné sekundá překolimovávat po každém pootočení. Bylo nad slunce jasné, že s takovou přesností vyvrtat otvory a usadit výtahy dopředu nelze. Vymyslel jsem proto takový mechanismus justování výtahů, který umožňuje jejich příčný posun (nastaví osu výtahu aby nebyla mimoběžná s osou tubus, ale protínala ji) dále podélný posun (nastaví polohu výtahu ve směru osy tubusu, aby průsečík obou os ležel na povrchu sekundáru) a náklon příruby výtahu (pro případ že není zkolimováno v přesně pravém úhlu - tato podmínka je sice nadbytečná, ale zjednoduší seřízení, které má nyní ne pouze jedno řešení, ale nekonečno řešení v různých úhlech). Z toho plyně několik odlišností při kolimaci. Nejzásadnější je zakázat obsluze klasickou kolimaci postupem sekundární a následně primární zrcadlo. Na primární ani sekundární zrcadlo se nesmí po prvotním zkolimování již sahat, a veškerou kolimaci (pokud by snad byla třeba) dělat pomocí pozicování výtahů, jejichž mechnismus umožňuje dosažení správného zkolimování pozue jeich pohybem.
Na obrázcích níže je reálná realizace toho mechanismu. Usazení na třmenech ukotvených do tubusu zároveň významně zvyšuje tuhost uchycení výtahů na tubus.






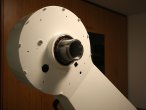
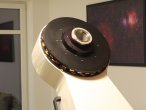
Rotátor sekundáru je složený z vnějšího dílu, za který se montuje a kolimuje v pavouku. V něm se ve dvojici tenkostěnných ložisek otáčí vnitřní část, zakončená kulisou z nerezové oceli, do jejichž výřezů zapadá aretační západka, definující přesné a opakovatelné úhly natočení. Na tomto středu je normální kolimovatelný klínek se sekundárem. Západka je tvořena miniaturním nerezovým ložiskem, uchyceným na miniaturním lineárním kuličkovém vedení v předepnutém provedení, které má tím pádem nulovou stranovou vůli. Západka je shora tlačena ke kulise silnou pružinou, takže sama zaskočí a dotlačí kulisu do správné polohy. Otáčení je pomocí DC motoru s převodovkou, snímání toho, která poloha je právě aktuální je realizované magnetem a hallovými sondami, zapadnutí západky do drážky v kulise hlídá mikrospínač. Princip funkce je takový, že při projetí magnetu okolo snímače se pozná, že už je poloha blízko západky. Motor zpomalí, a přes spojku s vůlí kulisa předběhne motor, a mechanicky zapadne do správné polohy a rozpene mikrospínač. Tím motor zastaví úplně. Přesná poloha tedy není dána motorem a snímačem, ale mechanicky kulisou. A v té poloze také kulisa dostatečně pevně drží polohu díky pružině tlačící na západku. Rotace se ovládá tlačítkem od výtahu, a v případě dálkového provozu přes prohlížeč, zařízení komunikuje přes wi-fi modul ESP8266 s vestavěným web-serverem. Součástí je i řízené vyhřívání sekundárního zrcátka. Funkci ozřejmí video z testování rotátoru na stole. Stejný test byl pro jistotu provedený i s rotátorem po vyndání z -18° v mrazáku. Vše fungovalo bez závad.
Po úspěšném vyřešení rotátoru a prstence s okulárovými výtahy, který má i vnitřní rozvod kabeláže a výstupů pro vyhřívání až k jednotlivým výtahům, jsem se dal do sestavení zbytku dalekohledu, na kterém už nebylo nic zvláštního. Mezitím přišly z lakovny nalakované zbylé díly na dalekohled i montáž, a začala skládačka. Výsledkem je kompetní tubus:
výroba kroužku rotačního spojení tubusu s předním prstence
Zrcadlo je umístěno v šestiramenném držáku, na třech vahadlech na devíti bodech, zepředu je proti vyklopení aretováno clonou, která zároveň schovává 5mm okraj zrcadla (prevence nedokonalých, sleštěných okrajů optiky). Z boků je opřeno o vymezovací šrouby s teflonovým zakončením, a je ponechána dilatační mezera pro smrštění objímky vlivem chladu. Tento držák je pomocí tří skupin šroubů (kolimačni + pružina, aretační a pojistný) upevněn na objímce zamontované na konci tubusu. Celá sestava je zakryta zadním krytrm s pomaloběžným 140mm ventilátorem. Zároveň je tam umístěna deska elektroniky, zajiš'tující měření teploty a vlhkosti vzduchu uvnitř tubusu, a kontaktního měření teploty skleněného bloku zrcadla. To umožní předvídat zarosení zrcadla (pokud je teplota zrcadla nižší než rosný bod v tubusu). Tato elektronická jednotka je přístupná bezdrátově, přes webové rozhraní, a umožní například spustit ventilaci tubusu s předstihem, ještě před pozorováním).
Tubus je vyrobený z uhlíkového kompozitu, jako skořepina s tloušťkami stěn 2mm, a jádrem z 6mm silné tvrdé PUR pěny. Vnějšek tubusu je vytmelen a lakován.Vnitřek tubusu má povrch opatřený tzv. flockingem. Tubus je vystříkán lepidlem, následně připojen na zdroj vysokého napětí a dovnitř je rozprášena opačně elektricky nabitá nasekaná textilní střiž z kratinkých (zhruba 0.5mm) černých vláken. Ta se elektrostaticky usadí na stěnách tubusu a zalepí do lepidla. Po ztuhnutí lepidla je zbytek nezalepených vláken střiže vyfoukán stlačeným vzduchem. Povrch je velmi podobný oblíbené semišové samolepící folii, ale odpadá její pracné vylepování uvnitř tubusu, a nikde nejsou vidět žádné spoje.
Předek tubusu je opatřen již zmíněným rotačním prstencem, který nese všechny okulárové výtahy a držák sekundáru. Rotace byla vyřešena pomocí rolnového pojezdu. Do předního kompozitového prstence, jehož délka je okolo 30cm, byl nejprve zamontován pavouk, a s ním byl prstenec vložen do CNC, připevněn za pavouka na stůl, a druhý konec prstence byl zfrézován, aby byl dokonale rovnoběžný s pavoukem. Následně byl vyroben kroužek s drážkou, který byl zalepen na ofrézovaný konec kompozitového prstence, a do drážky byl vlisován kalený nerezový drát o průměru 6mm. Po tomto drátu se potom odvalují nerezové ložiskové rolny, umístěné na excentrech na okraji tubusu. Rolny se pomocí excentrů rozepnou, až jezdí po vedení z drátu bez vůle, čímž vznikne velmi pevný a bezvůlový rotační spoj mezi tubusem a otočným předkem tubusu. Štěrbina je překryta krycím páskem, a na okraji tubusu je ještě umístěn aretační blok, který umožní zabrzdit prstenec v nastavené poloze.
Na tomto rotačním prstenci je ještě nasazena lehká odnímatelná rosnice (původně plánovaná v délce 60cm). Ve finálním řešení bude ale zkrácena na polovinu. Při instalaci montáže se zjistilo, že koliduje se zábradlím v kopuli na SZ straně. Posledního listopadového dne byla montáž u mne naposledy rozebrána, díly zabaleny a nachystány k transportu. Druhý den ráno přijela objednaná velká dodávka, a vše převezla do právě dokončované budovy hvězdárny. Tam již čekala stěhovací parta, která měla dostat díly po 75cm schodišti do kopule. Původní plán, že to tam dostaneme jeřábem, neprošel. Jeřáb by se nedostal dostatečně blízko a na větší jeřáb zase nebyla dimenzovaná příjezdová cesta. Bohužel se ukázalo, že 200kg spodní část montáže s polární osou musí nést nikoli dva vpředu a dva vzadu, ale kůli poloze těžiště tři vpředu a vzadu jeden. Takováhle konfigurace chlapů se ale už na schodiště nevešla, a tak jsme prostě museli spodní část montáže zase rozebrat na vlastní podstavec a blok polární osy (čímž se z toho staly dva zhruba 100kg díly) a ty už byly vyneseny bez problémů. Po drobných úpravách prostoru pro umístění montáže (podstavec trochu kolidoval s hranou lité podlahy - museli jsme ji seříznout) montáž dosedla na své místo, a začalo finální skládání. Parta stěhováků ještě pomohla nasadit na rybinu 80kg polovidlici. Tu jsem pomocí příčného posunu zhruba vyvážil a začal osazovat deklinační hřídel, rotor pohonu, desku pro upnutí newtona jeho objímky. Následně byl vložen prázdný tubus, a na druhou stranu montáže deska refraktorů, objímky refraktorů a pak vlastní refraktory. Já mezitím na své straně skládal jednotlivé díly do tubusu newtona, provedl seřízení a kolimaci optiky. Celý postup můžete vidět na obrázcích níže.




























Po sestavení a vyvážení celé sestavy dalekohledů jsem zapoji napájení, zprovozníl řídící PC a začal ladit PID regulátory direct-drive pohonů. netrvalo zase tak dlouho, a montáž začala fungovat, poprvé v takto plném naložení, které při testech u mne doma nebylo realizovatelné. Tím instalace bohužel skončila, protože po oba dny venku dost často pršelo nebo poletoval sníh, a ani večer to nebylo jinak. Tak jsme montáž zanechali v tomto stavu, s tím že do příště ještě zkrátíme rosnici newtona, která kolidovala se zábradlím v kopuli, a ustavení montáže, zapojení CCD/CMOS kamer a rozhození celého systému pod oblohou provedeme v lednu, tedy pokud bude spolupracovat počasí. Pokračování pak určitě najdete zde. Níže ještě dávám krátké video z prvního zaježdění si s montáží.
Pokračování 11.-12.1.
Při další návštěvě jsme dodělali kryt a zkrácenou rosnici newtonova dalekohledu, zapojili jsme a rozchodili kamery a ostření. Dále bylo prvedeno sesouhlasení všech dalekhledů, aby mířily stejným směrem a nakonec jsme ustavili montáž pomocí ustavovací utility, která je součástí SharpCapu. Při zkoušce přesnosti chodu jsme pustili kameru G2-1600 na ohnisku 1890mm, tedy 0.98"/pixel.
Na obrázku níže je výsledek po 10 minutách expozice bez pointace (na estetiku nehleďte, je to kamera bez antibloominngu, skoro za úplňku, který pražil do tubusu z boku, pozadí trochu potlačeno R filtrem). Na klik 1:1

Ještě nás čekají nějaké drobnosti, instruktáž pro obsluhu a podobně. A pak otevření hvězdárny až bude hotovo vše ostatní (planetárium, vybavení budovy).
Na závěr bych chtěl poděkovat za spolupráci mnoha lidem: Jmenovitě nejprve:
Jardovi Heršálkovi (Inoxdekor) a jeho synovi za výrobu velké části dílů montáže a newtona.
Petru Štarmanovi za broušení hřídelí a některé další klíčové díly montáže
Honzovi Zahajskému (Supra Praha) za realizaci celé nabídky pro výběrové řízení, vyřízení všech papírů a dodání potřebné optiky a komponent.
Své manželce Daně, za to, že těch třičtvrtě roku, kdy neslyšela doma o ničem jiném, než o montáži, a po domě se válely různé díly montáže a dalekohledů, se mnou vydržela :-)
Honzovi Štroblovi, se kterým jsme vlastně celý projekt pro jejich hvězdárnu postupně vymýšleli
Danovi Greyovi ze Sidereal Technolgy za svižnou e-mailovou podporu ohledně řídícího systému ForceOne.
A dále pak všem ostatním, kdož mi pomáhali s projektem, odpovídali na moje dotazy, modelovali, počítali a vyráběli některé části montáže a dalekohledu.